Универсальный сварочнег на базе AVT. , Обсуждение |
Здравствуйте, гость ( Вход | Регистрация )
Реклама ООО "ТМ ЭЛЕКТРОНИКС" ИНН: 7806548420 erid: 3apb1Qrvkep6iK1Ydj2HsNzHBE1JyWa46bE83UzrbbnUP

 Форумы сайта ЭЛЕКТРИК > Сварка, самодельные устройства для сварки > Самодельные сварочные устройства
Форумы сайта ЭЛЕКТРИК > Сварка, самодельные устройства для сварки > Самодельные сварочные устройства
 14.8.2012, 22:03 14.8.2012, 22:03
Сообщение
#1
|
|
|
=VIP=  Группа: Пользователи Сообщений: 1430 Регистрация: 17.2.2009 Из: СПб Пользователь №: 13490 |
Ну всё таки решил создать новую темку. Как зробыть более менее сносный полуавтомат, не мешая при этом режиму ММА. Тем более сей девайс уже прекрасно служит своим владельцам, коих уже прилично.
Начнём с начала. Давно уже мелькала у меня идея , как сделать универсальный аппарат, который будет нормально работать в режиме полуавтомата и ММА, при этом будет максимально прост. Ну , соответственно , для уровня простого бытового сварочнега быть довольно дешёвым и более менее надёжным. При этом желательно иметь возможность варить полуавтоматом в различных вариациях. Такой аппарат был сделан , опробован, показал вполне приличные результаты, и положительные отзывы. Но прежде чем выложить схемку, которая всё равно на данном этапе будет промежуточная, хотелось, бы совершить небольшой экскурс в историю и озвучить некоторые мысли по поводу вааще сварки полуавтоматическом режиме. Постараюсь в самом упрощённом виде - что есть сварка проволокой в среде инертного газа? Подача этой проволоки в зону сварки, поджиг ейной нужным способом, расплавление нужного количества , и сброс в сварочную ванну. Способов, каким этот процесс можно произвести, немного. Для сварки обычных железяк проволочным электродом в среде С02 существует режим с мелкокапельным переносом, крупнокапельным переносом, струйный режим. Последний режим, в силу того, что для этого режима нужны большие токи и скорости подачи рассматривать пока не будем. В предлагаемом девайсе возможно только подобие такого режима за счёт автоматического изменения длины дуги из-за жёсткости ВАХ аппаратной части. Соответственно, основные режимы сварки - мелкокапельный и крупнокапельный с короткими замыканиями. Классические режимы обычных бытовиков. Эти обе разновидности очень просто делаются простым изменением выходного напряжения и скорости подачи электрода в зону сварки. Отличие крупнокапельного переноса - в наличии увеличенного напряжения холостого хода, способного поддержать более длинную дугу, и соответственно, каплю. Ну и немножко теории. Получить вполне стабильный процесс с формированием капелек расплава и подачи их в зону сплавления в старые , добрые времена был в основном один - стабилизировать, как кто мог, выходное напряжение. Капля после разрыва перемычки формировалась дугой до вполне определённых размеров, далее процесс отрыва, и цикл заново. То есть , для формирования капли вполне определённого размера нужна была вполне определённая энергия, нужная для расплава конца электрода до этого размера. И процесс в цикле заканчивался благодаря соответствию какому - либо выбранному напряжению. В своё время меня посетила некоторая мысля, ( склонен думать, что я уже далеко не первый с такими мыслЯми ) что , ежели запустить процесс формирования размера капли и сброс ейной в ванну , то особо хуже классического варьянта не будет. То есть - мы ждём когда конец электрода упрётся в ванну, произойдёт К.З. , потом благодаря протеканию тока сформируется и расплавится перемычка, пойдёт горение дуги , и отследив количество энергии , нужной для расплавления кончика электрода до определённого размера , мы уже спокойно можем принудительно прервать процесс и сбросить каплю в ванну. Результат будет примерно одинаков по сравнению с процессом при стабильном напряжении. Всевозможные флуктуации неизбежны, некоторая нестабильность процесса, связанная с подачей электрода в зону горения, дрожание рук, вылет кончика электрода , и т.д. Но в любом случае , вполне возможно получить результат не хуже , чем классический. Причём, достаточное количество промышленных аппаратов успешно применяют импульсную подкачку в полуавтоматическом режиме. Первоначальные размышления в этом направлении привели меня к мыслям о применении обязательно измерителя тока выхода, причём быстрого, также измерителя выходного напряжения для отслежки обрыва перемычки, ну и мозгов, которые бы всё это обсчитывали. Задача довольно сложная. Но после некоторого количества экспериментов в этом направлении оказалось - не так страшен чёрт, как его малюют. Если применить некоторые аппаратные возможности вполне простого AVT 200, то вполне возможно упростить весь конструктив . Правда, это далось после довольно большого числа проверок и экспериментов. Схемотехника AVT 200 позволяет довольно стабильно отслеживать ток К.З. , практически не вмешиваясь в регулировку основного тока. То есть можно плавить перемычку вполне стабильно. Ток + время + толщина электрода. Ток задаётся аппаратно - остаётся - время. Причём ток К.З. вполне достаточен для быстрого пережигания перемычки - 220 - 250 ампер. Задача тока на сам дуговой промежуток процесса, меньше чем ток К.З., даёт довольно спокойный выход на эту часть. Спокойный выход - это указание на не взрывной переход к дуговой части формирования капли. Хотя , если задать максимальный базовый ток , то и брызги появятся. Теперь осталось определить время горения дуги и ток , как производные для определения размера капли. Отсчитав нужное время, просто отключаем инвертор, и переводим в ждущий режим до следующего замыкания. Выход на нулевой ток желательно делать максимально быстро. Это актуально для мелкокапельного переноса. И возможность аппаратной части спокойно работать на малоиндуктивный дроссель только помогает. Ну и возможность спокойно регулировать скважность, включать и выключать контроллер не затрагивая задатчик базового тока тоже только способствует стабильности процесса. Возможность топологии с регулируемым бланкированием очень просто переводит инвертор с режима с крутопадающей характеристикой и высоким холостым напряжением для поддержки дуги в режим с более жёсткой ВАХ на нижних пределах напряжения. Этот эффект, и в связи с применением довольно больших ёмкостей в фильтре датчика тока, даёт также возможность в режиме полуавтомата использовать эффект самоподдержки дуги на крупно капельном режиме. Практически некое подобие струйки, только на малых токах. Для применения этого девайса для сварки алюминия было только добавлено устройство дополнительной подкачки. То есть дополнительный инвертор с током до 50 - 60 ампер , который не был в цикле и работал только на подтяжку дуги во время сброса основной капли. Процесса самого не видел, только клиенты сказали, что всё окей , варит отлично. Схемотехника инвертора не менялась, для перевода в режим полуавтомата просто ставилась дополнительная плата с проциком. И отключалась автоматика ММА. Схемка дополнительной приставки выкладывется. Счас, конечно уже всё по другому, другой проц, несколько другой алгоритм, но базис старый. Сейчас готовится и интеллектуальный задатчик - позабивать пресеты по каждым параметрам - скорость , базовый ток, время цикла , и таких банков штук двадцать шоб було. И вполне нормальная псевдосинергика. Если темка не понравится, удалю, чтоб не засорять. Сообщение отредактировал толян - 14.8.2012, 22:08
Прикрепленные файлы
|
 |

 
|




 |
Ответов
|
28.10.2016, 12:09
Сообщение
#2
|
||||
|
Активный участник Группа: Пользователи Сообщений: 355 Регистрация: 16.11.2010 Пользователь №: 20261 |
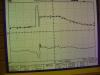
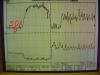
Добрый всем день. Толян, спасибо за идею, пытаюсь состряпать источник для полуавтомата из того, что у меня есть. Большой неожиданностью оказалось, что ток КЗ как бы сам по себе прекращается сразу после короткого замыкания, без всяких команд с блока управления. (Ктр источника КЗ 12/1) Пытаюсь настроить при сварке с электродом (подающего пока нет). Вот осциллограмма (одна, но разные масштабы по времени). Вверху ток, внизу напряжение на дуге. Если будут советы - заранее спасибо.
Сообщение отредактировал Дымодел - 28.10.2016, 12:19 |
|||
|
|
|
|||


|
28.10.2016, 22:22
Сообщение
#3
|
|
|
=VIP= Группа: Пользователи Сообщений: 1430 Регистрация: 17.2.2009 Из: СПб Пользователь №: 13490 |
Цитата(Дымодел @ 28.10.2016, 12:09)  Добрый всем день. Толян, спасибо за идею, пытаюсь состряпать источник для полуавтомата из того, что у меня есть. Большой неожиданностью оказалось, что ток КЗ как бы сам по себе прекращается сразу после короткого замыкания, без всяких команд с блока управления. (Ктр источника КЗ 12/1) Пытаюсь настроить при сварке с электродом (подающего пока нет). Вот осциллограмма (одна, но разные масштабы по времени). Вверху ток, внизу напряжение на дуге. Если будут советы - заранее спасибо. Ну дык я с самого начала талдычил о преимуществах жёсткой характеристики перед крутопадающей. Для одинарного полуавтомата нужно угадать соотношения токов К.З. на малом напряжении и базового основного, тогда всё варит отлично. Для более широкого диапазона я применяю спарки с разными характеристиками. Ну и сейчас видение самого процесса, вернее его реализации уже другое, может как нибудь соберусь, напишу статейку по этому поводу, или длинный пост. Если время позволит. Фотки вполне реальные так и должно быть - при начале короткого замыкания аппарат выбрасывает максимально возможный безопасный ток, после разрыва перемычки аппарат вроде бы должен сбросить ток, но пока накачанный дроссель свой максимальный ток не выбросит, ток не будет уменьшаться. Ну а после выброса - обычный базовый ток на дуге. Идеальный режим для сварки проволокой. Только для одинарного аппарата - после выключения каплеобразования желательно не выключать полностью силу, а просто уменьшить до минимума напряжение на выходе и ждать короткого замыкания вновь, соответственно возникновение тока К.З. и уже можно начинать отсчитывать время. Так можно поймать начало цикла гораздо стабильней, чем в оригинале. В сдвоенном варианте во время выключения основного источника работает поддерживающий с крутопадающей характеристикой, он то и не даёт упасть току в дуге до нуля, как очень часто в одинарном варианте и греет и ванну и электрод. Балансом этих токов и можно получать очень хорошее качество шва. |
|
|
|
|
7.11.2016, 18:05
Сообщение
#4
|
|
 =VIP= Группа: Пользователи Сообщений: 1044 Регистрация: 24.11.2012 Из: Харьков Пользователь №: 29335 |
Цитата(толян @ 28.10.2016, 21:22) Ну дык я с самого начала талдычил о преимуществах жёсткой характеристики перед крутопадающей. Для одинарного полуавтомата нужно угадать соотношения токов К.З. на малом напряжении и базового основного, тогда всё варит отлично. Для более широкого диапазона я применяю спарки с разными характеристиками. Ну и сейчас видение самого процесса, вернее его реализации уже другое, может как нибудь соберусь, напишу статейку по этому поводу, или длинный пост. Если время позволит. Если не секрет какие шим контроллеры используете для спарки? tl494? Сообщение отредактировал Navstar - 7.11.2016, 18:06 |
|
|
|

|
7.11.2016, 22:50
Сообщение
#5
|
|
|
=VIP= Группа: Пользователи Сообщений: 1430 Регистрация: 17.2.2009 Из: СПб Пользователь №: 13490 |
Цитата Если не секрет какие шим контроллеры используете для спарки? tl494? Ну эти микросхемы я не использовал и не собираюсь использовать в своих аппарата. Слишком древняя, без памяти, с неудобным управлением, есть неустойчивые зоны, плюс помехозащищённость не ахти. на мой взгляд из старых контроллеров - 3525 самый удачный образец. Понятие своего обозначения спарки я уже озвучивал в авт-шной ветке, спарка или даже стройка или счетверённый вариант - значения не имеет, это вариант параллельного включения нескольких силовых блоков со своим управлением. А, я так понял, спарка в вашем понимании - это просто мост с раздельными трансами, такие делал, вполне нормальная топология для увеличения мощности в умеренных габаритах. Кстати есть понятие моста с разделёнными обмотками - этот вариант мусолили на многих форумах - только там есть один нюанс, который очень мало кто брал в расчёт - эти обмотки должны быть слабосвязанны магнитно, тогда эффект от разделения вполне эффективен. Мост с разделёнными трансами - это простой вариант применения старых медленных транзюков с отрицательным коэффициентом напряжения К-Э с вполне значимыми номиналами снабберов в двухтактном умощнённом варианте инвертора. Дымоделу - а кто вам сказал, что нужно делать именно супермаксимальное быстродействие ваших силовых блоков в полуавтомате? Колоколообразная форма накачки даёт вполне приятственный результат в старых классических аппаратах. И ещё чуток мнения - за последние два с половиной года мне пришлось вместо производства своих аппаратов и немного ремонта делать всё наоборот - много ремонта и изредка делать свои аппараты. Масса полуавтоматов прошла через руки - и самая хорошая работа и качество - у старых Кемппи, причём именно у старых, трансформаторных, новые инверторные особо ничем от кетайского барахла не отличаются. Практически все образцы самого кетайского и возле, полуавтоматного сваркостроения, независимо от названия - просто откровенное барахло, ну вот не увидел я ни одного аппарата достойного класса. Из трёхфазных только один попался, который варил боль мень сносно. Так, что для самоклепателей есть масса возможностей заполнять местный рынок хорошими аппаратами. Своими. Из ТИГ-ов лучшие результаты у старого советского УДГУ. Хвалёный Кеппи ТИГ переменка - барахло, что старый вариант, что новый, жёстко работает. |
|
|
|
|
8.11.2016, 7:48
Сообщение
#6
|
|
|
Активный участник Группа: Пользователи Сообщений: 355 Регистрация: 16.11.2010 Пользователь №: 20261 |
Цитата(толян @ 8.11.2016, 0:50) а кто вам сказал, что нужно делать именно супермаксимальное быстродействие ваших силовых блоков в полуавтомате? Колоколообразная форма накачки даёт вполне приятственный результат в старых классических аппаратах. начитался страстей по STT. Впрочем, по вашей системе с тремя источниками тоже получаются хорошие скорости нарастания/спада тока, при чём без всяких танцев с бубнами вокруг управы. Ковыряюсь потихоньку. Сварка полуавтоматом получилась, но надо сварному мастеру показывать.Цитата ...самая хорошая работа и качество - у старых Кемппи, причём именно у старых, трансформаторных, новые инверторные особо ничем от кетайского барахла не отличаются. Практически все образцы самого кетайского и возле, полуавтоматного сваркостроения, независимо от названия - просто откровенное барахло, ну вот не увидел я ни одного аппарата достойного класса. Из трёхфазных только один попался, который варил боль мень сносно. А навороченными типа LORCH серии P или Linkoln STTII случайно не приходилось варить? Больно их разрекламировали, а цена вообще золотая. |
|
|
|
|
8.11.2016, 8:45
Сообщение
#7
|
|
 =VIP= Группа: Пользователи Сообщений: 1136 Регистрация: 5.4.2014 Из: гМинск Пользователь №: 38962 |
Цитата(Дымодел @ 8.11.2016, 7:48) ...получаются хорошие скорости нарастания... Хорошие - это какие? Интересней бы было в цифрах, чтобы было понимание предлагаю исходить из классики. Потапьевский А.Г.: .... При больших скоростях нарастания Ік.з (ΔІк.з/Δt >150÷200 кА/с) процесс стабилен, но сопровождается повышенным разбрызгиванием. При малых Ік.з (ΔІк.з/Δt<40 кА/с) процесс силы тока выражен слабо, и на низких напряжениях протекает с редкими короткими замыканиями, импульсный характер изменения процесса протекает нестабильно. При средних «оптимальных» ΔІк.з/Δt (70–130 кА/с) процесс сварки проволоками 0,5–1,4 мм протекает стабильно и отличается небольшим разбрызгиванием... |
|
|
|
|
8.11.2016, 11:50
Сообщение
#8
|
|||
|
Активный участник Группа: Пользователи Сообщений: 355 Регистрация: 16.11.2010 Пользователь №: 20261 |
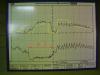
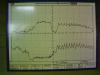
Цитата(avlozitski @ 8.11.2016, 10:45) Хорошие - это какие? Интересней бы было в цифрах, чтобы было понимание предлагаю исходить из классики. Если грубо, можете сами посмотреть по последней осциллке
Первый канал - ток. Примерно 160-170 ампер деление. Точно сказать не могу, шунт не калиброванный, а трогать ничего не хочу, жду сварного. У меня получается около 150 А/мС. Но больше меня радует скорость спадания тока около 500 А/мС. Потом всё перемеряю, погрешность может быть большой, а пока боюсь трогать мало-мало работающий макет. Жёлтым нарисовал "идеальную" форму тока, как в STT (Второй канал - напряжение на выходе аппарата.) Чего-то у Потапьевского это вот утверждение вызывает вопрос: "шунтированием дросселя нихромовым сопротивлением [23]. В начале процесса его электрическое сопротивление невелико и индуктивность дросселя мала; по мере нагрева проходящим током оно увеличивается, сила шунтирующего тока уменьшается, и индуктивность дросселя растет" Предположим, нихром нагрелся на 1000 градусов, тогда его сопротивление возросло всего в 1,2 раза, если исходить из температурного коэффициента 0,0002. Сообщение отредактировал Дымодел - 8.11.2016, 12:24
Эскизы прикрепленных изображений
|
||
|
|
|
||
|
8.11.2016, 12:22
Сообщение
#9
|
|
|
=VIP= Группа: Пользователи Сообщений: 1430 Регистрация: 17.2.2009 Из: СПб Пользователь №: 13490 |
Цитата Чего-то у Потапьевского это вот утверждение вызывает вопрос: "шунтированием дросселя нихромовым сопротивлением [23]. В начале процесса его электрическое сопротивление невелико и индуктивность дросселя мала; по мере нагрева проходящим током оно увеличивается, сила шунтирующего тока уменьшается, и индуктивность дросселя растет" Это так коряво описан эффект снижения добротности внешним сопротивлением. Подключая внешний резистор на дроссель или на часть дросселя вы уменьшаете добротность этого дросселя. Собственно и уменьшаете скорость нарастания и спада и, также, снижаете выброс с дросселя в дугу. Баланс этих параметров, плюс правильно выбранная жёсткость транса и даёт качество сварного шва. Где конструктор знал, что делал при разработке данного аппарата, то и результат получался прекрасный, а там хде кетайцы , да и не только, просто делают источник тока с регулировкой напряжения - то и там результат тоже соответственный - как то варит, да и ладно. |
|
|
|
Сообщений в этой теме
 толян Универсальный сварочнег на базе AVT. 14.8.2012, 22:03
толян Универсальный сварочнег на базе AVT. 14.8.2012, 22:03 SchVePs Доброго времени суток! Толян , большое спасибо... 14.8.2012, 22:31 STASKIN Цитата(толян @ 14.8.2012, 22:03) Схемотех... 14.8.2012, 23:22
SchVePs Доброго времени суток! Толян , большое спасибо... 14.8.2012, 22:31 STASKIN Цитата(толян @ 14.8.2012, 22:03) Схемотех... 14.8.2012, 23:22
 толян Цитата(STASKIN @ 14.8.2012, 23:22) Как я ... 14.8.2012, 23:38 STASKIN Цитата(толян @ 14.8.2012, 23:38) Пока это... 15.8.2012, 0:08 sam_soft Цитата(толян @ 14.8.2012, 22:03) Способов... 15.8.2012, 8:24 толян Цитата(sam_soft @ 15.8.2012, 8:24) А это ... 15.8.2012, 19:43 sam_soft Цитата(толян @ 15.8.2012, 19:43) Струйный... 15.8.2012, 21:13 толян Цитата(sam_soft @ 15.8.2012, 21:13) А шо ... 15.8.2012, 22:00 sam_soft Цитата(толян @ 15.8.2012, 22:00) Короче -... 15.8.2012, 23:08 IGBT Модец толян.... наконец то появился ПА который буд... 15.8.2012, 9:35 sergey-07-77 ТОЛЯН, в личку вам задавал вопрос про уменьшение б... 28.8.2012, 17:50 толян Цитата(sergey-07-77 @ 28.8.2012, 17... 28.8.2012, 19:33 truevoxdei Цитата(толян @ 29.8.2012, 1:33) Пока ниче... 28.8.2012, 19:55 толян Цитата(truevoxdei @ 28.8.2012, 19:55) Вот... 28.8.2012, 20:02 IGBT Цитата(толян @ 28.8.2012, 20:02) И этот в... 29.8.2012, 19:57 p210 Цитатасварщик прав на 99 процентов
Толян, дохлость... 3.9.2012, 18:27 толян Цитата(p210 @ 3.9.2012, 18:27) Толян, дох... 3.9.2012, 19:46 p210 Тогда, может имеет смысл, сделать переключатель? Д... 3.9.2012, 20:55 lera В сообщении 1. схема и прога .я так понимаю .дейст... 21.2.2013, 18:57 толян Цитата(lera @ 21.2.2013, 19:57) В сообщен... 21.2.2013, 19:40 lera Спасибо за разьяснения. Буду пробовать. Полуавтома... 24.2.2013, 18:27 vint_a Толян, подскажите, фототразистор из схемы, опубл... 11.3.2013, 17:34 oleg1ma Цитата(vint_a @ 11.3.2013, 18:34) фототра... 11.3.2013, 18:30 толян Цитата(vint_a @ 11.3.2013, 18:34) Толян, ... 12.3.2013, 9:54 vint_a В оптопаре нет фототранзистора?
http://ru.m.wikip... 11.3.2013, 21:06 нищеброд Цитата(avlozitski @ 8.11.2016, 9:45) При ... 8.11.2016, 11:05 avlozitski Цитата(нищеброд @ 8.11.2016, 11:05) ...(7... 8.11.2016, 12:08 Дымодел Цитата(толян @ 29.10.2016, 0:22) Фотки вп... 31.10.2016, 7:08 толян Цитата(Дымодел @ 31.10.2016, 7:08) Никак ... 31.10.2016, 22:43 игорь ом ну так еще в совдеповских трехфазных бодиках приме... 31.10.2016, 9:29 Дымодел Спасибо, понял, осталось только сделать. Но для на... 1.11.2016, 6:10 толян Цитата(Дымодел @ 1.11.2016, 6:10) А 300-4... 3.11.2016, 9:35 Дымодел Цитата(толян @ 3.11.2016, 11:35) Никаких ... 3.11.2016, 11:56 avlozitski Не решался спросить, что за Ктр=0,1 ? Это же получ... 3.11.2016, 10:37 Дымодел Цитата(avlozitski @ 3.11.2016, 12:37) Не ... 3.11.2016, 11:05 avlozitski Цитата(Дымодел @ 3.11.2016, 11:05) Я дума... 3.11.2016, 11:10 толян Цитата(Дымодел @ 3.11.2016, 11:05) Я дума... 3.11.2016, 11:49 avlozitski Цитата(толян @ 3.11.2016, 11:49) ...напря... 3.11.2016, 13:07 игорь ом бегло о промышленных сварочниках можно почитать зд... 5.11.2016, 9:53 Navstar толян, Спасибо за разъяснение. Просто я с трудом п... 8.11.2016, 12:34 gmotors Апять двадцать пять ,считаеш что собрал все возмож... 10.11.2016, 19:20 DANTIST Цитата(gmotors @ 10.11.2016, 17:20) ...я ... 11.11.2016, 9:39 gmotors Цитата(DANTIST @ 11.11.2016, 9:39) А похо... 12.11.2016, 11:52 Дымодел Созрел до спаренного варианта. Есть некоторые сомн... 27.7.2018, 8:42 толян Цитата(Дымодел @ 27.7.2018, 8:42) Как мог... 27.7.2018, 23:20 Дымодел Спасибо за консультацию.
Варить проволокой 1-1,2 н... 30.7.2018, 7:33 толян Цитата(Дымодел @ 30.7.2018, 7:33) Спасибо... 30.7.2018, 10:43 Дымодел Цитата(толян @ 30.7.2018, 12:43) Совет - ... 30.7.2018, 11:49 Vovan_G5 Здравствуйте. Подскажите, AVT INVERTER 1501 аппара... 13.3.2019, 13:47 sss Vovan_G5, вообще то нет -авторский самодел. Может ... 13.3.2019, 17:16 Vovan_G5 Цитата(sss @ 13.3.2019, 16:16) Vovan_G5, ... 13.3.2019, 17:39 serg247 Платы Толяна. 13.3.2019, 18:06 Vovan_G5 Цитата(serg247 @ 13.3.2019, 17:06) Платы ... 13.3.2019, 18:43 Ewgeniy_RZ6LYE дык напиши Толяну в личку. Кто лучше Автора сможет... 13.3.2019, 19:10 Vovan_G5 Цитата(Ewgeniy_RZ6LYE @ 13.3.2019, 18:10)... 13.3.2019, 19:16 толян Цитата(Vovan_G5 @ 13.3.2019, 18:43) УРА... 14.3.2019, 21:19 Vovan_G5 Цитата(толян @ 14.3.2019, 20:19) обязател... 15.3.2019, 1:31 serg247 Так набивай контентом! Дабы потом не отвечать... 13.3.2019, 20:12 Vovan_G5 Цитата(serg247 @ 13.3.2019, 19:12) Так на... 14.3.2019, 0:28 Тотк Цитата(Vovan_G5 @ 14.3.2019, 1:28) Что та... 14.3.2019, 6:39 Vovan_G5 Цитата(Тотк @ 14.3.2019, 5:39) Если у вас... 14.3.2019, 11:15 Vovan_G5 Снял, то что доступно без дыма и без искр и без га... 14.3.2019, 12:44 Тотк Цитата(Vovan_G5 @ 14.3.2019, 13:44) Снял,... 15.3.2019, 6:12 Vovan_G5 Цитата(Тотк @ 15.3.2019, 5:12) Без искр з... 15.3.2019, 16:22 толян Цитата(Vovan_G5 @ 15.3.2019, 16:22) Та не... 15.3.2019, 21:30 Vovan_G5 Цитата(толян @ 15.3.2019, 20:30) Лечится ... 16.3.2019, 0:32 толян ЦитатаБольшое спасибо за описание методики. В поне... 16.3.2019, 9:14 Vovan_G5 Все, нашел. В понедельник буду делать.
Еще раз пер... 16.3.2019, 21:22 soud Цитата(Vovan_G5 @ 16.3.2019, 21:22) Все, ... 18.3.2019, 8:21 Vovan_G5 Цитата(soud @ 18.3.2019, 7:21) Где нашли ... 18.3.2019, 8:51 Vovan_G5 Пока выходной, а сварка на работе, можно просто по... 17.3.2019, 12:35 толян Цитата(Vovan_G5 @ 17.3.2019, 12:35) Тепер... 17.3.2019, 12:56 Vovan_G5 Вобщем я ни разу не сварщик и СО2 у меня нет. Подк... 19.3.2019, 2:06 толян Цитата(Vovan_G5 @ 19.3.2019, 2:06) Вобщем... 19.3.2019, 21:24 vint_a ... И в схеме огурцового надо убрать или сделать м... 31.3.2019, 20:47 толян Цитата(vint_a @ 31.3.2019, 20:47) ... И в... 1.4.2019, 20:23
толян Цитата(STASKIN @ 14.8.2012, 23:22) Как я ... 14.8.2012, 23:38 STASKIN Цитата(толян @ 14.8.2012, 23:38) Пока это... 15.8.2012, 0:08 sam_soft Цитата(толян @ 14.8.2012, 22:03) Способов... 15.8.2012, 8:24 толян Цитата(sam_soft @ 15.8.2012, 8:24) А это ... 15.8.2012, 19:43 sam_soft Цитата(толян @ 15.8.2012, 19:43) Струйный... 15.8.2012, 21:13 толян Цитата(sam_soft @ 15.8.2012, 21:13) А шо ... 15.8.2012, 22:00 sam_soft Цитата(толян @ 15.8.2012, 22:00) Короче -... 15.8.2012, 23:08 IGBT Модец толян.... наконец то появился ПА который буд... 15.8.2012, 9:35 sergey-07-77 ТОЛЯН, в личку вам задавал вопрос про уменьшение б... 28.8.2012, 17:50 толян Цитата(sergey-07-77 @ 28.8.2012, 17... 28.8.2012, 19:33 truevoxdei Цитата(толян @ 29.8.2012, 1:33) Пока ниче... 28.8.2012, 19:55 толян Цитата(truevoxdei @ 28.8.2012, 19:55) Вот... 28.8.2012, 20:02 IGBT Цитата(толян @ 28.8.2012, 20:02) И этот в... 29.8.2012, 19:57 p210 Цитатасварщик прав на 99 процентов
Толян, дохлость... 3.9.2012, 18:27 толян Цитата(p210 @ 3.9.2012, 18:27) Толян, дох... 3.9.2012, 19:46 p210 Тогда, может имеет смысл, сделать переключатель? Д... 3.9.2012, 20:55 lera В сообщении 1. схема и прога .я так понимаю .дейст... 21.2.2013, 18:57 толян Цитата(lera @ 21.2.2013, 19:57) В сообщен... 21.2.2013, 19:40 lera Спасибо за разьяснения. Буду пробовать. Полуавтома... 24.2.2013, 18:27 vint_a Толян, подскажите, фототразистор из схемы, опубл... 11.3.2013, 17:34 oleg1ma Цитата(vint_a @ 11.3.2013, 18:34) фототра... 11.3.2013, 18:30 толян Цитата(vint_a @ 11.3.2013, 18:34) Толян, ... 12.3.2013, 9:54 vint_a В оптопаре нет фототранзистора?
http://ru.m.wikip... 11.3.2013, 21:06 нищеброд Цитата(avlozitski @ 8.11.2016, 9:45) При ... 8.11.2016, 11:05 avlozitski Цитата(нищеброд @ 8.11.2016, 11:05) ...(7... 8.11.2016, 12:08 Дымодел Цитата(толян @ 29.10.2016, 0:22) Фотки вп... 31.10.2016, 7:08 толян Цитата(Дымодел @ 31.10.2016, 7:08) Никак ... 31.10.2016, 22:43 игорь ом ну так еще в совдеповских трехфазных бодиках приме... 31.10.2016, 9:29 Дымодел Спасибо, понял, осталось только сделать. Но для на... 1.11.2016, 6:10 толян Цитата(Дымодел @ 1.11.2016, 6:10) А 300-4... 3.11.2016, 9:35 Дымодел Цитата(толян @ 3.11.2016, 11:35) Никаких ... 3.11.2016, 11:56 avlozitski Не решался спросить, что за Ктр=0,1 ? Это же получ... 3.11.2016, 10:37 Дымодел Цитата(avlozitski @ 3.11.2016, 12:37) Не ... 3.11.2016, 11:05 avlozitski Цитата(Дымодел @ 3.11.2016, 11:05) Я дума... 3.11.2016, 11:10 толян Цитата(Дымодел @ 3.11.2016, 11:05) Я дума... 3.11.2016, 11:49 avlozitski Цитата(толян @ 3.11.2016, 11:49) ...напря... 3.11.2016, 13:07 игорь ом бегло о промышленных сварочниках можно почитать зд... 5.11.2016, 9:53 Navstar толян, Спасибо за разъяснение. Просто я с трудом п... 8.11.2016, 12:34 gmotors Апять двадцать пять ,считаеш что собрал все возмож... 10.11.2016, 19:20 DANTIST Цитата(gmotors @ 10.11.2016, 17:20) ...я ... 11.11.2016, 9:39 gmotors Цитата(DANTIST @ 11.11.2016, 9:39) А похо... 12.11.2016, 11:52 Дымодел Созрел до спаренного варианта. Есть некоторые сомн... 27.7.2018, 8:42 толян Цитата(Дымодел @ 27.7.2018, 8:42) Как мог... 27.7.2018, 23:20 Дымодел Спасибо за консультацию.
Варить проволокой 1-1,2 н... 30.7.2018, 7:33 толян Цитата(Дымодел @ 30.7.2018, 7:33) Спасибо... 30.7.2018, 10:43 Дымодел Цитата(толян @ 30.7.2018, 12:43) Совет - ... 30.7.2018, 11:49 Vovan_G5 Здравствуйте. Подскажите, AVT INVERTER 1501 аппара... 13.3.2019, 13:47 sss Vovan_G5, вообще то нет -авторский самодел. Может ... 13.3.2019, 17:16 Vovan_G5 Цитата(sss @ 13.3.2019, 16:16) Vovan_G5, ... 13.3.2019, 17:39 serg247 Платы Толяна. 13.3.2019, 18:06 Vovan_G5 Цитата(serg247 @ 13.3.2019, 17:06) Платы ... 13.3.2019, 18:43 Ewgeniy_RZ6LYE дык напиши Толяну в личку. Кто лучше Автора сможет... 13.3.2019, 19:10 Vovan_G5 Цитата(Ewgeniy_RZ6LYE @ 13.3.2019, 18:10)... 13.3.2019, 19:16 толян Цитата(Vovan_G5 @ 13.3.2019, 18:43) УРА... 14.3.2019, 21:19 Vovan_G5 Цитата(толян @ 14.3.2019, 20:19) обязател... 15.3.2019, 1:31 serg247 Так набивай контентом! Дабы потом не отвечать... 13.3.2019, 20:12 Vovan_G5 Цитата(serg247 @ 13.3.2019, 19:12) Так на... 14.3.2019, 0:28 Тотк Цитата(Vovan_G5 @ 14.3.2019, 1:28) Что та... 14.3.2019, 6:39 Vovan_G5 Цитата(Тотк @ 14.3.2019, 5:39) Если у вас... 14.3.2019, 11:15 Vovan_G5 Снял, то что доступно без дыма и без искр и без га... 14.3.2019, 12:44 Тотк Цитата(Vovan_G5 @ 14.3.2019, 13:44) Снял,... 15.3.2019, 6:12 Vovan_G5 Цитата(Тотк @ 15.3.2019, 5:12) Без искр з... 15.3.2019, 16:22 толян Цитата(Vovan_G5 @ 15.3.2019, 16:22) Та не... 15.3.2019, 21:30 Vovan_G5 Цитата(толян @ 15.3.2019, 20:30) Лечится ... 16.3.2019, 0:32 толян ЦитатаБольшое спасибо за описание методики. В поне... 16.3.2019, 9:14 Vovan_G5 Все, нашел. В понедельник буду делать.
Еще раз пер... 16.3.2019, 21:22 soud Цитата(Vovan_G5 @ 16.3.2019, 21:22) Все, ... 18.3.2019, 8:21 Vovan_G5 Цитата(soud @ 18.3.2019, 7:21) Где нашли ... 18.3.2019, 8:51 Vovan_G5 Пока выходной, а сварка на работе, можно просто по... 17.3.2019, 12:35 толян Цитата(Vovan_G5 @ 17.3.2019, 12:35) Тепер... 17.3.2019, 12:56 Vovan_G5 Вобщем я ни разу не сварщик и СО2 у меня нет. Подк... 19.3.2019, 2:06 толян Цитата(Vovan_G5 @ 19.3.2019, 2:06) Вобщем... 19.3.2019, 21:24 vint_a ... И в схеме огурцового надо убрать или сделать м... 31.3.2019, 20:47 толян Цитата(vint_a @ 31.3.2019, 20:47) ... И в... 1.4.2019, 20:23 |
18 чел. читают эту тему (гостей: 18, скрытых пользователей: 0)
Пользователей: 0

|
Текстовая версия | Сейчас: 3.12.2024, 19:31 |
|
|
|
|
Стиль от Desi.Ru - сайты и домены