
Ремонт, модернизация осциллятора RE165D |
Здравствуйте, гость ( Вход | Регистрация )
Реклама ООО "ТМ ЭЛЕКТРОНИКС" ИНН: 7806548420 erid: 3apb1Qrvkep6iK1Ydj2HsNzHBE1JyWa46bE83UzrbbnUP

 Форумы сайта ЭЛЕКТРИК > Сварка, самодельные устройства для сварки > Промышленные сварочные устройства
Форумы сайта ЭЛЕКТРИК > Сварка, самодельные устройства для сварки > Промышленные сварочные устройства  |
 6.11.2010, 23:41 6.11.2010, 23:41
Сообщение
#121
|
|
 Специалист  Группа: Пользователи Сообщений: 560 Регистрация: 9.8.2009 Из: г. Чехов Пользователь №: 15233 |
Цитата(alek956 @ 6.11.2010, 18:36)  Радужные круги на шве это моменты зажигания очередной полуволны , те в момент спада полуволны металл кристализуется по краям сварочной ванны (ванна уменьшается ) в момент зажигания очередного полупериода ванна увеличивается и тд. Что касается DC режима (фото с нержкой) zmey71 правильно сказал осцил не как не влияет . В тойже схеме УДГУ и во всех ТИГах осцил отключается после возбуждения дуги . Что касается самого шва - видно что непровареный шов варился на меньшем токе или при большей скорости (по цветам побежалости видно ) Я варил на аппаратуре УДГУ и на инверторе аллюминий и могу сказать - ивертор рулит однозначно . ПС Хотелось бы узнать . С какого перепугу осциллятор может повлиять на "мягкость" или "жесткость" и тд. процесса сварки (аллюминия) - по моему его задача сводится к стабильному поджегу полуволны . Об остальном заботится источник тока . Может я не прав . Просвятите ! Кстати если сравнить образно форму тока инвертора и УДГУ (нарастание начинается после открывания тиристоров) можно разглядеть все за и против . Интересно побеседовать с профессионалами своего дела. Просто те ребята которые варили, или пытались варить, были очень удивлены, когда другие не менее профессиональные сварщики не смогли правильно ответить- где инвертор варил, а где УДГУ с моим осциллятором. Так вы говорите можете определить каким аппаратом сварены швы? Тогда не сочтите за назойливость и моё здоровое любопытство, Давайте всё сначала и конкретно по фоткам, только если можно с комментариями, как профессионал, что явно просматривается в шве, который сделал инвертор ну и т.д. Нержавейка-какой участок каким аппаратом варили? Их там 2. И каким аппаратом сделаны чешуйки на алюминии? Каким аппаратом-это в смысле Инвертором или обычным 50Гц профессиональным аппаратом. -------------------------------------------------------------------------------------------------------------------------------------------------------- Ответ профессионала, тем и ценен, что один его ответ, заменяет прочтение пары умных книжек теоретиков, по этому вопросу! Цитата(zmey71 @ 5.11.2010, 21:12) ...По шву видно, сварочник варит жестковато,на моем сварочнике тоже так было,но я с этой проблемой справился,поставил дроссель от ВДУ-506.... Не могли бы фото показать жёсткого и мягкого шва. Сообщение отредактировал DmitriyMon - 6.11.2010, 23:30 |
 |

 
|



|
|
|
7.11.2010, 0:30
Сообщение
#122
|
|
|
Заглянувший Группа: Пользователи Сообщений: 8 Регистрация: 28.6.2010 Пользователь №: 18787 |
Я не говорил что можно определить каким аппаратом сделаны швы . На нерже - это трудно по этим швам , хотя если ваш еж оставляет следы на люмине такие то шов с обратным валиком больше похож на ваше изобретение . И всеже ток был выставлен на Селке меньше тогда .( в формировании обр. валика ваш осц не участвует).
о швах на алюминие скажу - похоже на инвертор в режиме импульса (Селко упомянутый - DC аппарат так что не он точно) . И зачем вам столько импульсов ? В зажигании дуги учавствует только один . Сообщение отредактировал alek956 - 7.11.2010, 1:48 |
|
|
|


|
7.11.2010, 2:07
Сообщение
#123
|
|
|
Специалист Группа: Пользователи Сообщений: 560 Регистрация: 9.8.2009 Из: г. Чехов Пользователь №: 15233 |
Цитата(alek956 @ 7.11.2010, 0:30) УДГУ так не сможет всетаки наследить , только при высокой скорости сварки , что наверное невозможно. Да в предыдущем посте поторопился дэцл - не обратил внимание на "чешуищу" Вот и сварщики не поверили, что УДГУ так может, но он так смог с моим 6-ти импульсным осциллятором, с родным нет. Цитата(alek956 @ 7.11.2010, 0:30) Низнаю определить сложно по шву (нержи) , если припрет к стенке то скажу - длинный шов который с обратным валиком инвертор в имп режиме (может ошибаюсь) а короткий УДГУ. Видимо не сильно припёрло, но знайте, не вы первый, кто ошибся, а я так вообще не сварщик, не знамше, чисто интуитивно, тоже бы ответил, как и вы, только всё гораздо интересней. Короткий шов Инвертором Selco Genesis 1700 на максимальном токе толщина нержавейки 1,5мм, режим сварки обычный, оказался слабоком, прожигать на сквозь прожигает, а проварить шов не может, может конечно сварщик такой, но не мне судить, но он же и на УДГУ-шки варил. Длинный шов на УДГУ-351 с моим ёжиковым 6-ти импульсным осциллятором в непрерывном жёстком режиме, а мощность этого осциллятора можете посмотрите выше по ветке, на фото, тест на лист, всё это варилось (нержавейка и алюминий) на режиме пробивания самых больших дыр на листе бумаги. И только один старичок, который у них работает слесарем, а иногда и сварщиком, подошёл, посмотрел на швы и сказал, что швы очень похожи на те ,что делал он в своё время на аппарате ТИР300, там говорит, осциллятор Молотил постоянно и на постоянке и на переменке, и что нынешние сварочные аппараты, а тем более инверторы не в состоянии тягаться с ТИРом. Так ли это на самом деле? |
|
|
|
|
8.11.2010, 23:04
Сообщение
#124
|
|
|
Заглянувший Группа: Пользователи Сообщений: 8 Регистрация: 28.6.2010 Пользователь №: 18787 |
Да не должен осц. молотить на постоянке постоянно ни на каком из нормальных аппаратов .
Если в бытовухе начхать что в шве нержи присутствует вольфрам , оторваный осциллятором при сварке то пожалуйста наздоровье . В серьезных работах - никак нельзя такому быть. |
|
|
|
|
|
|
9.11.2010, 13:18
Сообщение
#125
|
|
|
Посетитель Группа: Пользователи Сообщений: 121 Регистрация: 8.1.2010 Из: Минск Пользователь №: 16828 |
Осциллятор на постоянном токе молотить не должен,поджог дугу и отключился,а на переменке при сварке алюминия лупит постоянно, RE-165 -это осциллятор стабилизатор сварочной дуги.Когда собирал свой сварочник много схем осцилов перепробовал,и разница в сварке была,на одном осциле варил мягко на другом жостко.
|
|
|
|
|
11.11.2010, 14:37
Сообщение
#126
|
|
|
Специалист Группа: Пользователи Сообщений: 560 Регистрация: 9.8.2009 Из: г. Чехов Пользователь №: 15233 |
Цитата(alek956 @ 8.11.2010, 23:04) Да не должен осц. молотить на постоянке постоянно ни на каком из нормальных аппаратов . Если в бытовухе начхать что в шве нержи присутствует вольфрам , оторваный осциллятором при сварке то пожалуйста наздоровье . В серьезных работах - никак нельзя такому быть. Об этом можно где-нибудь прочитать, или вы проводили исследования сварного шва с непрерывной работой осциллятора и только в качестве поджига с последующим отключением, исследовалась: разница на ржавчину, количество атомов вольфрама, пористость, разрыв шва, или ещё на что, и разница между образцами была весьма очевидна, или это ваше личное предположение. При сварке без осциллятора, количество атомов вольфрама, будет не на много меньше, чем, когда осциллятор будет молотить постоянно. Думаю, на сварочный шов, скорей повлияет присадочная проволока, газ и руки, а вольфрам по отношению к нержавейки абсолютно нейтрален и те электроны, которые оторвутся от вольфрама "МИНУСА" и полетят через сварочную дугу к нержавейки "ПЛЮСУ", ну просто не в состоянии, хоть как-то повлиять на качество шва, а уж тем более радикально изменить его состав и свойства, а вот при сварке инвертором, когда на вольфраме "+"- это под большим вопросом, так как его температура настолько высока, что сгорает он, практически, как спичка, и вот где надо было бы шовчик-то проверить. К стати сварные меня хотели удивить, сказали, какие-то вольфрамовые электроды сильно ФОНЯТ при сварке, в смысле РАДИАЦИИ, но я их похоже удивил не меньше, сказал, что это и так давно известно, даже без вольфрама, при горении дуги излучается весьма нехилый, по ширине, спектор всего, чего только не пожелаешь, причём, чем больше ток дуги, тем мощнее излучение и шире спектор. Сообщение отредактировал DmitriyMon - 11.11.2010, 20:39 |
|
|
|
|
11.11.2010, 16:00
Сообщение
#127
|
|
 Заглянувший Группа: Пользователи Сообщений: 64 Регистрация: 25.7.2009 Пользователь №: 15094 |
Цитата(DmitriyMon @ 11.11.2010, 14:37) ФОНЯТ при сварке, в смысле РАДИАЦИИ. Добавки в вольфрам электродов бывают из радиоактивных металлов |
|
|
|
|
|
|
11.11.2010, 19:34
Сообщение
#128
|
|
|
Специалист Группа: Пользователи Сообщений: 560 Регистрация: 9.8.2009 Из: г. Чехов Пользователь №: 15233 |
Цитата(stas_vlad @ 11.11.2010, 16:00) Добавки в вольфрам электродов бывают из радиоактивных металлов А марку, случайно не знаете, так на всякий случай? Цитата(zmey71 @ 9.11.2010, 13:18) Осциллятор на постоянном токе молотить не должен,поджог дугу и отключился,а на переменке при сварке алюминия лупит постоянно, RE-165 -это осциллятор стабилизатор сварочной дуги.Когда собирал свой сварочник много схем осцилов перепробовал,и разница в сварке была,на одном осциле варил мягко на другом жостко. zmey71, а что, у вас при сварке нержавейки стоит геркон на силовой шине, при поджиге рабочей дуги, через контакты промежуточного реле, отключается питание от RE165D? А чего же он тогда у вас будет стабилизировать. А если ни какого геркона нет, то при каком же напряжении RE165D у вас отключается, при сварки алюминия и сварки нержавейки, там же разница в напряжении рабочей дуги небольшая. А мягкость сварки, тем и достигается с RE165D, что в режиме стабилизации, при снижении рабочей дуги, ВВ импульс лупит аккурат по "Нулю" синусоиды тока и тем самым максимально сглаживает моменты срыва дуги при переходе синусоиды тока через "0". Только у, просто стабилизатора горения сварочной дуги, напряжение импульса порядка 200В с неслабой длительностью, что влечёт за собой, уж, действительно, совсем не безопасный процесс сварки, вдобавок изоляцию желательно сделать двойную, а на RE165D импульс ВВ, длительностью порядка 1мкс, что абсолютно безопасно и дополнительной изоляции не надо. RE165D при поджиге дуги работает - как осциллятор, а при снижении напряжения до рабочего - как стабилизатор, при этом, название свариваемого металла не имеет ни какого значения. Проделайте такой эксперимент! Отключите осциллятор на нержавейки, подожгите дугу, ну скажем на графите, и перенесите её на металл и положите шов, а затем подключите осциллятор и положите рядом ещё один шов. Будете сильно удивлены, сварщики тоже сначала говорили, что на нержавейки осциллятор должен отключаться, после этой процедуры они переменили своё мнение, потому, что он действительно стабилизирует и умягчает горение дуги. Сообщение отредактировал DmitriyMon - 11.11.2010, 19:35 |
|
|
|
|
11.11.2010, 22:49
Сообщение
#129
|
|
|
Посетитель Группа: Пользователи Сообщений: 121 Регистрация: 8.1.2010 Из: Минск Пользователь №: 16828 |
Еще раз повторяю, при сварке на постоянном токе осциллятор только поджигает дугу и в дальнейшем процессе сварке не участвует.Если умеете читать схему посмотрите пожалста как происходит переключение режима сварки на переменке и на постоянке в моем сварочнике.
  А по поводу вольфрама,что фонит подтверждаю,наша фирма раньше покупала вольфрам Немецкий универсальный с голубой краской на торце,теперь перешли на Француский,как написано на упаковке(перевод)экологически чистый продукт,как на самом деле не знаю,но и в правду лучше варит. А по поводу вольфрама,что фонит подтверждаю,наша фирма раньше покупала вольфрам Немецкий универсальный с голубой краской на торце,теперь перешли на Француский,как написано на упаковке(перевод)экологически чистый продукт,как на самом деле не знаю,но и в правду лучше варит.
Сообщение отредактировал zmey71 - 11.11.2010, 23:10 |
|
|
|
|
11.11.2010, 23:33
Сообщение
#130
|
|
|
Заглянувший Группа: Пользователи Сообщений: 64 Регистрация: 25.7.2009 Пользователь №: 15094 |
Цитата(DmitriyMon @ 11.11.2010, 19:34) А марку, случайно не знаете, так на всякий случай? торированные вольфрамовые электроды |
|
|
|
|
|
|
12.11.2010, 1:08
Сообщение
#131
|
|
|
Специалист Группа: Пользователи Сообщений: 560 Регистрация: 9.8.2009 Из: г. Чехов Пользователь №: 15233 |
Цитата(zmey71 @ 11.11.2010, 22:49) Еще раз повторяю, при сварке на постоянном токе осциллятор только поджигает дугу и в дальнейшем процессе сварке не участвует.Если умеете читать схему посмотрите пожалста как происходит переключение режима сварки на переменке и на постоянке в моем сварочнике. То что на УДГУ-шках, и всех остальных аппаратах аргонной сварки, осцилл отключается после поджига, на режиме постоянного тока, мне конечно же известно, и что постоянный ток, в принципе не нуждается в стабилизации, так как дуга на постоянке с дросселем горит и так стабильно, я о том, что его можно и не отключать, и что в таком режиме, всё-таки, сварочник варит лучше, но это, опять же со слов сварщиков, к сожалению я не могу это подтвердить или опровергнуть, моя оценка чисто субъективная. Поэтому и интересуюсь, пробовал кто, на постоянке варить с включенным осциллятором и как можете это оценить. Цитата(zmey71 @ 11.11.2010, 22:49) А по поводу вольфрама,что фонит подтверждаю,наша фирма раньше покупала вольфрам Немецкий универсальный с голубой краской на торце,теперь перешли на Француский,как написано на упаковке(перевод)экологически чистый продукт,как на самом деле не знаю,но и в правду лучше варит. Немцы нам наверно, до сих пор, 45-ый простить не могут, да ещё и с намёком на ориентацию |
|
|
|
|
12.11.2010, 1:11
Сообщение
#132
|
|
|
Заглянувший Группа: Пользователи Сообщений: 8 Регистрация: 28.6.2010 Пользователь №: 18787 |
Внутренние дефекты сварных швов
Вольфрамовые включения — один из наиболее часто встречающихся дефектов в сварных швах, выполненных при помощи горелки с вольфрамовым электродом. Вольфрамовые включения — это карбиды, окислы вольфрама и, реже, чистый вольфрам, которые в виде мельчайших частиц попадают в сварочную ванну с рабочего конца вольфрамового электрода во время горения сварочной дуги, а также при его соприкосновении с основным и/или присадочным металлом. Способы борьбы: обеспечить чистоту рабочего конца вольфрамового электрода — его рабочая поверхность должна быть гладкой, без корок нагара и иметь серебристо-белый цвет; не прикасаться рабочей поверхностью электрода не только к расплавленному, но и к твердому холодному основному металлу, металлу шва или присадки. Наличие черных точек свидетельствует о неправильной (хаотичной) подаче стабилизирующих высоковольтных импульсов. Способы борьбы: обеспечить отключение поджигающих импульсов осциллятора сразу после возбуждения сварочной дуги (осцилляторы не предназначены для стабилизации горения сварочной дуги, а только для ее возбуждения, подключение осциллятора-стабилизатора выполнить в соответствии с инструкцией по его эксплуатации. Взято отсюда http://av-svarka.com.ua/?sec=publications&id=25 а вот при сварке инвертором, когда на вольфраме "+"- это под большим вопросом, так как его температура настолько высока, что сгорает он, практически, как спичка, и вот где надо было бы шовчик-то проверить. Не понял - это о чем ? К стати сварные меня хотели удивить, сказали, какие-то вольфрамовые электроды сильно ФОНЯТ при сварке, в смысле РАДИАЦИИ, но я их похоже удивил не меньше, сказал, что это и так давно известно, даже без вольфрама, при горении дуги излучается весьма нехилый, по ширине, спектор всего, чего только не пожелаешь, причём, чем больше ток дуги, тем мощнее излучение и шире спектор. А ВЫ где это взяли ? Только эти излучения дуги мне известны - Спектр излучения сварочной дуги включает в себя участок инфракрасных волн (3430 ? 760 нм), видимый участок (760 ? 400 нм) и ультрафиолетовый участок (400 -180 нм). При этом доля инфракрасных лучей составляет от 30 до 70% всей энергии излучения дуги. Сообщение отредактировал alek956 - 12.11.2010, 1:15 |
|
|
|
|
26.11.2010, 1:07
Сообщение
#133
|
|
|
Специалист Группа: Пользователи Сообщений: 560 Регистрация: 9.8.2009 Из: г. Чехов Пользователь №: 15233 |
Цитата(alek956 @ 12.11.2010, 1:11) а вот при сварке инвертором, когда на вольфраме "+"- это под большим вопросом, так как его температура настолько высока, что сгорает он, практически, как спичка, и вот где надо было бы шовчик-то проверить. Не понял - это о чем ? Это я про сварку алюминия, инвертором DC. "При сварке на прямой полярности благодаря разрушению пленки на катодном пятне наблюдается быстрое плавление электрода при сравнительно мелкокапельном переносе металла." Взято отсюда http://masterweld.ru/svarka_alyuminiya На алюминии, кстати, осциллятор молотит постоянно, и всякие карбиды, окислы вольфрама в сварном шве, не оказывают вредного влияния на качество шва, если бы было всё так плохо с работающим осциллятором и плохим качеством шва, давно бы придумали бы, как от этого избавиться. Это я всё про алюминий. Цитата(alek956 @ 12.11.2010, 1:11) Только эти излучения дуги мне известны Спектр излучения сварочной дуги включает в себя: -участок инфракрасных волн (3430 ? 760 нм), -видимый участок (760 ? 400 нм) -и ультрафиолетовый участок (400 -180 нм). При этом доля инфракрасных лучей составляет от 30 до 70% всей энергии излучения дуги. Известны, да не все, к тем излучениям ещё надо приплюсовать радиационное излучение, от тех самых добавок в вольфраме, что написал (zmey71 @ 11.11.2010, 22:49). |
|
|
|
|
30.11.2010, 17:36
Сообщение
#134
|
|
|
Заглянувший Группа: Пользователи Сообщений: 7 Регистрация: 30.11.2010 Из: UA Пользователь №: 20469 |
DmitriyMon подскажите параметры защитного дросселя. Смотрел на фотографиях так там восемь феритов из ТВС с телевизоров и витков пять шинки. Это на УДГУ-501. Взял на столе восем феритов ТВС и кинул десять витков провода так дроссель ощутимо садит дугу. Подскажите кто что знает по этому поводу.
|
|
|
|
|
1.12.2010, 8:56
Сообщение
#135
|
|
|
Специалист Группа: Пользователи Сообщений: 560 Регистрация: 9.8.2009 Из: г. Чехов Пользователь №: 15233 |
Цитата(7373 @ 30.11.2010, 17:36) DmitriyMon подскажите параметры защитного дросселя. Смотрел на фотографиях так там восемь феритов из ТВС с телевизоров и витков пять шинки. Это на УДГУ-501. Взял на столе восем феритов ТВС и кинул десять витков провода так дроссель ощутимо садит дугу. Подскажите кто что знает по этому поводу. Для начала, хотелось бы уточнить основные параметры Вашего сварочного аппарата и его схемы подключения: 1- минимальный ток с которого ощутимо начинается просадка дуги; 2- максимальный ток отдачи источника без дросселя и с дросселем при одинаковой нагрузки; 3- на каком роде тока просадка, переменка или постоянка; 4- каким сечением провода намотан дроссель; 5- Есть ли зазор между половинами сердечника дроссаля; 6- Какой осциллятор используете; 7- Кинте схему подключения вашего аппарата к дросселю и осциллятору. |
|
|
|
|
1.12.2010, 12:20
Сообщение
#136
|
|
|
Заглянувший Группа: Пользователи Сообщений: 7 Регистрация: 30.11.2010 Из: UA Пользователь №: 20469 |
Цитата(DmitriyMon @ 1.12.2010, 8:56) Для начала, хотелось бы уточнить основные параметры Вашего сварочного аппарата и его схемы подключения: 1- минимальный ток с которого ощутимо начинается просадка дуги; 2- максимальный ток отдачи источника без дросселя и с дросселем при одинаковой нагрузки; 3- на каком роде тока просадка, переменка или постоянка; 4- каким сечением провода намотан дроссель; 5- Есть ли зазор между половинами сердечника дроссаля; 6- Какой осциллятор используете; 7- Кинте схему подключения вашего аппарата к дросселю и осциллятору. Осцилятор собрал по вашей схеме на симисторе DB3. Варить с ним не пробовал, планирую переменкой. Источник может отдавать 250 ампер.Подключать хочу также как и в УДГУ-501 фирмы селма схема есть в этой теме в 129-м сообщении. А пробовал сам осцилятор на столе подавая латром сварочное напряжение для запуска осцилятора, так при подключении дросселя из восьми феритов ТВС-110(провод кинул 2.5квадрата и десять витков для пробы) и защитного конденсатора на 3 мкФ 630В импульс ставал слабее(подключение как и УДГУ). Поэтому и спросил параметры сколько каких феритов и витков нужно, чтобы не перделовать по десять раз и при сварке чтоб дроссель не входил в насыщение. |
|
|
|
|
3.12.2010, 12:09
Сообщение
#137
|
|
|
Специалист Группа: Пользователи Сообщений: 560 Регистрация: 9.8.2009 Из: г. Чехов Пользователь №: 15233 |
Цитата(7373 @ 1.12.2010, 12:20) Осцилятор собрал по вашей схеме на симисторе DB3. А силовая часть осциллятора, какая? Дайте схему или ссылку на схему? Киньте Вашу схему подключения на столе Цитата(7373 @ 1.12.2010, 12:20) Источник может отдавать 250 ампер. Один ферит примерно на 90А, т.е. три ферита на 270А, шина медная 1,5х20мм, количество витков от 9 до 14, надо смотреть осциллограму, чтобы ВВ составляющая отфильтровывалась на стороне силового трансформатора. Цитата(7373 @ 1.12.2010, 12:20) .......(провод кинул 2.5квадрата и десять витков для пробы) и защитного конденсатора на 3 мкФ 630В импульс ставал слабее(подключение как и УДГУ) Так мотать и проверять нельзя, это же не просто катушка индуктивности, а фильтр. 30мм2 и 2,5мм2 разница почти в 10 раз, наверно ещё и намотали внавал, или распределили по всему периметру. Так, что мотать надо именно шиной 1,5х20мм, именно виток на виток, а затем проверять. |
|
|
|
|
3.12.2010, 21:04
Сообщение
#138
|
|||
|
Заглянувший Группа: Пользователи Сообщений: 7 Регистрация: 30.11.2010 Из: UA Пользователь №: 20469 |
Цитата(DmitriyMon @ 3.12.2010, 12:09) А силовая часть осциллятора, какая? Дайте схему или ссылку на схему? Киньте Вашу схему подключения на столе Один ферит примерно на 90А, т.е. три ферита на 270А, шина медная 1,5х20мм, количество витков от 9 до 14, надо смотреть осциллограму, чтобы ВВ составляющая отфильтровывалась на стороне силового трансформатора. Так мотать и проверять нельзя, это же не просто катушка индуктивности, а фильтр. 30мм2 и 2,5мм2 разница почти в 10 раз, наверно ещё и намотали внавал, или распределили по всему периметру. Так, что мотать надо именно шиной 1,5х20мм, именно виток на виток, а затем проверять. Вот так подключал на столе
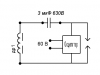
Силовая часть на четырех теристорах и одном разраднике, такая как в RE165D. Схема формирования импульса вот такая
При такой схеме формирования импульса требуется регулировка резистора 2 кОм для подстройки положения импульса на синусоиде или нет? А можно на феррит мотать не шинкой а сварочным кабелем виток к витку (три витка в слое и также три слоя ) тоесть девять витков? |
||
|
|
|
||

|
3.12.2010, 22:38
Сообщение
#139
|
|
|
Посетитель Группа: Пользователи Сообщений: 121 Регистрация: 8.1.2010 Из: Минск Пользователь №: 16828 |
7373 При таком подключении на столе осциллятор правильно работать не будет.RE-165 не последовательного а паралельного подключения.А для проверки осцилла можно дроссель не ставить.Вот как сделан у меня силовой дроссель.
  Только стягивать нужно ферриты не алюминиевыми пластинами, а текстолит,так сделано для пробы.Такой дроссель и 300 ампер выдержит. Только стягивать нужно ферриты не алюминиевыми пластинами, а текстолит,так сделано для пробы.Такой дроссель и 300 ампер выдержит.
Сообщение отредактировал zmey71 - 3.12.2010, 23:26 |
|
|
|
|
4.12.2010, 22:35
Сообщение
#140
|
|
|
Заглянувший Группа: Пользователи Сообщений: 12 Регистрация: 4.12.2010 Из: екатеринбург Пользователь №: 20516 |
Не сочтите за оффтоп, где-то в этой ветке упоминалась схема осциллятора "Русич С-400". Подскажите, что с ней не так, а то у меня с электроникой слабо. Заранее благодарен!
|
|
|
|
|
3 чел. читают эту тему (гостей: 3, скрытых пользователей: 0)
Пользователей: 0

|
Текстовая версия | Сейчас: 11.12.2024, 12:38 |
|
|
|
|
Стиль от Desi.Ru - сайты и домены